 ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ
������ĥ�纸��Ӧ��
���̻�е����ʽͨ������Ϊ ���ˡ����ۡ���ƣ��ĥ�����ʽ��
��ͳ������: ������ǥ��������������ƺ���Ϳ���ֹ��� Ҳ��һЩ�����ߴ編��������������ֲ�������
�����յ���ȱ����
�� ���������㲿���ֲ�ȱ��ʱ��֮Ϊ������
�ŵ㣺ʩ����㣬���ɱ��ͣ�ʱ���
ȱ�㣺���Ȳ����ȣ��ֲ����£���������Σ����ƣ�����������̼�ּ����ֲ�Ӳ�����ڲ���֯�仯��ƣ�������½������ײ������ף���е���ܽ��͵����⡣
�ܽ�ò������ֲ�ȱ�ݣ�������һ�ֲ����Ѷ�Ϊ֮��ѡ��
�� ǥ����Ϊ�˽���ά��ʱ��ʩ���£�����ʹ���۵�͵ĺ��Ͻ������ۺ� ��֮Ϊǥ��
�ŵ㣺��Ӱ��С�����ױ��Ρ�����Ӱ���е����
ȱ�㣺��������ǿ�ȵ͡���������ߣ���������
�� ���������ŵ㣺����Ч�ʸ�
ȱ�㣺�������¿죬��Ӱ������ף�����Ƚϴֲ�
�� ������ŵ㣺�ٶȿ�,���Ⱥ�.
ȱ�㣺�Ƹ��㱡����������������Ⱦ��
�� ��Ϳ �ŵ㣺ƽ���Ⱥã��ٶȿ죬�Ƚ�����
ȱ�㣺��������ã��������䣬�������
��������������������
1.�����ֲ�Ӳ����������ƽ������λ����ò�λ����ʵ��ƽ�����ɣ�ʹ���к�����λ
���������ͷ⣬�ڶ��ھͻ����©������
2.��ʹ����λ����ò�λ�ܹ�ʵ��ƽ�����ɣ��ߴ羫�ȷ��ϡ�����û���⡣����������
��������IJ������ʴ��ڲ��죬��ʹ�û����д��ڵ�ż��ʴ��ʹ�ò��ñ�������������
����ʹ��ʱ����ӳ���©�������Խ��Խ���ء�
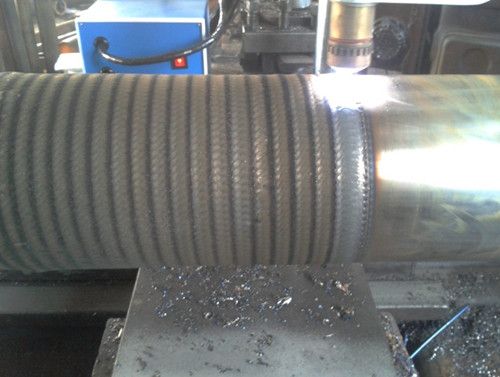
������ĥ�纸��������
�١��Ѻ��۸��Ͻ���빤�������ұ���ϣ����ǿ�ȸߣ�
�ڡ��Ѻ��۸��ٶȿ죬ϡ���ʵͣ��纸����ʹ�÷�ĩ��Ϊ�����ϣ��˷���Ӳ�ʺϽ�������˿�����⣻ ϡ����Ҳ�ӵ绡�Ѻ���30 %��60 %���͵������ӻ��� 5%��
�ۡ��Ѻ�����֯���ܣ��������ۣ�����Ч�ʸߣ������ȶ����Ѻ�������ʵ�ֻ�е�����Զ�����
�ܡ�������ʴ�����۵Ľ���������治�����ӵ�ǰ�������գ�ֱ�ӽ��е������纸��
�ݡ������������ӷ�ĩ�Ѻ�����豸����������ײ�����ά��ά�����ף�
�ޡ������ӻ��¶ȸߡ��������С��ȶ��Ժã��ڹ���������IJ���Ӧ���ͱ���С��
�ߡ��ɿ��Ժá�����ͨ���ı书�ʡ��ı���������ࡢ����������Ľṹ�ߴ������ڵ����ӻ������ա��¶ȵȵ绡�������Ӷ�ʵ�ָ�Ч�Զ�������������Ͷ������ʡ�
Ӧ�÷�Χ�� �����ӷ�ĩ�Ѻ����ɹ㷺������ʯ�͡����������̻�е��Һѹ�ˡ�Һѹ�ף�����ɽ��е����ҵ��е���ݸˡ�����������ȣ������ŵ���ҵ������෧���ܷ��棨����ĵ�������բ������ֹ����ֹ�ط�����ȫ������Ȧ�������ȣ�����ĥ�纸���Լ�ʯ����ˡ���С��ᡢ������ĥ�������ȣ���Ӧ��ǰ���dz�������
�ۺ������� ���ڵ����ӶѺ����л����¶ȸߣ�ʹ�÷�ĩ�Ѻ����ŵ㣬���Դ��Ѻ����ϵ�������̣��ر��ǿ������ö��ֺϽ�Ԫ�أ��ڵ����ӻ��������¿��Եõ���ͬ���ܵ�Ӳ��Ч������ϡ���ʵ͡���϶�ǿ������Ч�ʸߡ����չ��̼�������������������ƶ�������ֳ�ʩ�������Զ�����Զ����ܹ�������λ�����ƣ��纸������ʵ�ֻ�е�����Զ��������ú��Ĺ㷺�ɸ��ݿͻ�Ҫ���������õȣ������ڽ�����е����ǿ����������������
***��ףԸ��˾���չ����ʤһ�գ�
-
�Ϻ���ľʵҵ����˾
���µ����ӷ�ĩ�Ѻ������������Ӻ������سݶѺ��������ŶѺ����������������ݶѺ������Զ��������豸
������ĥ�纸��
ҳ��۸�����ο�����������ϵ���������� �۸� - �R1 ̨
��8887.00
- ��Ʒ�ͺţ�DML
- Ʒ �ƣ���ľ
- �� �� �أ��Ϻ�
- �������ڣ�2025-12-09
ѡ�� 1̨���� ��8887.00 ������ -+�ϼƣ�1̨�ܼۣ�8887.00Ԫ��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�